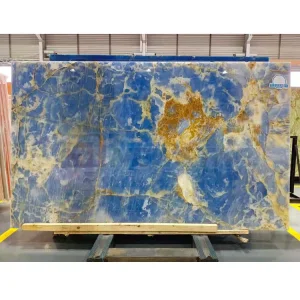
Premium translucent slabs sourced from the finest quarries and processed with precision.
The global backlit onyx panel industry has undergone a seismic shift from being a niche luxury material to a staple in high-end commercial architecture. Onyx, a cryptocrystalline form of quartz, is uniquely characterized by its translucency, allowing light to permeate its crystalline structure. This physical property has birthed a multi-billion dollar sector focused on "Luminous Architecture."
Currently, the market demand for translucent stone panels is growing at a CAGR of 6.5%. Major industrial hubs in Italy, Iran, Turkey, and China are competing to provide the highest clarity and thinnest cuts. The rise of "Ultra-Thin Slabs" (3mm to 5mm) laminated with tempered glass has revolutionized how these panels are shipped and installed globally.
Beyond simple wall coverings, industrial-grade backlit onyx is now integrated into modular partition systems, elevator interior panels, and even exterior cladding in smart cities where the building "breathes" light at night. The integration of AI-controlled LED matrices behind onyx panels allows for dynamic color temperature shifting, mimicking natural circadian rhythms in corporate offices.
Factories are now developing "Integrated Panel Solutions" where the LED backing and the onyx slab are pre-bonded in the factory, ensuring zero dust particles and perfect light diffusion.
The shift towards sustainable luxury has led to the use of bio-based resins for onyx reinforcement, reducing the carbon footprint of high-end interior projects.
Artificial onyx and sintered stones are gaining traction for high-traffic industrial zones, offering the beauty of onyx with the hardness of granite.
Major hotel chains (Marriott, Hilton, Ritz-Carlton) are the primary buyers of Backlit Onyx Countertops. Their procurement teams prioritize large-scale consistency—the ability for a factory to provide 500+ square meters of onyx with matching vein patterns (Bookmatching).
In the luxury yacht sector, weight is the enemy. Global buyers are seeking Onyx Honeycomb Panels—natural onyx veneers bonded to aluminum honeycomb cores. This provides the aesthetic of a 20mm slab at 20% of the weight.
China has become the global processing hub for Backlit Onyx Panels due to unparalleled infrastructure and technological investment. As a leading Chinese factory, we offer:

Jieda Stone, based in Fuzhou, Fujian, China, brings over 20 years of expertise as one of the country's fastest-growing stone enterprises. We specialize in stone export, quarry mining, processing, manufacturing, and project construction, delivering high-quality stone products to clients around the globe.
Our inventory boasts over 800 varieties of stone sourced from 30 countries, including Granite, Quartz Stone, Marble, Quartzite, Cast Marble, Slate, Sandstone, Pebble, Travertine, Limestone, Onyx, Cultured Marble, Wall Panels, Countertops, Basalt, Kerbstone, Headstones, and Paving Stones.
For more than two decades, our products have been exported to over 100 countries. We collaborate with builders, designers, fabricators, architects, and contractors for projects in Hotels, Hospitality, Restaurants, Residential Villas, Airports, and Subway Stations. Our team provides professional layout analysis and budget-friendly solutions based on rough drawings.
"To be recognized by our clients and employees as China's best stone solutions supplier."
Providing high-quality products and exceptional customer service at competitive prices.
Acquiring, developing, and retaining top industry talent to drive innovation.
Continuously improving processes and leveraging advanced technologies.
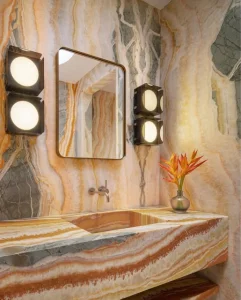
Where the magic of light and stone comes to life.
In master bathrooms, backlit onyx vanities create a spa-like atmosphere, while living room feature walls serve as glowing pieces of natural art.
Bar counters in 5-star hotels utilize the translucency of yellow honey onyx to create a warm, inviting glow that attracts patrons.
Tech companies use white onyx with laser-engraved logos, backlit with brand-specific colors to create futuristic reception areas.