In the contemporary landscape of international architecture, the procurement of natural stone has transitioned from a purely aesthetic choice to a highly regulated process of technical specification. Global project managers, architectural engineers, and high-volume importers require more than visual appeal; they demand verified materials capable of enduring rigorous physical performance tests. As a premier, CE certified marble flooring manufacturer and exporter with over two decades of processing legacy, Jieda Stone stands at the intersection of raw geological quality and precise compliance engineering.
This industry whitepaper addresses the vital regulatory frameworks, Chinese manufacturing advantages, material alternatives, and strategic procurement methodologies that shape the modern stone industry. By adhering to the European Union's Conformité Européenne (CE) markings, Jieda Stone guarantees that every batch of natural marble, granite, and composite surfacing meets international safety, environmental, and structural guidelines, facilitating friction-free custom clearances and long-lasting commercial installations worldwide.
Explore our foundational range of premium natural stones, lightweight structural panels, and modern exterior cladding solutions engineered for durability and compliance.
Within the European Economic Area (EEA) and increasingly within global procurement frameworks, the CE mark represents a mandatory passport for construction products. Under the Construction Products Regulation (CPR) EU No 305/2011, natural stone elements used for internal flooring, external paving, or wall cladding must adhere to rigorous performance evaluation criteria. This is not a voluntary quality label; rather, it is a formal declaration by the manufacturer that the product complies with the essential health, safety, and environmental criteria established by European Harmonized Standards (ENs).
For marble flooring, the primary reference standard is EN 12058 (Natural stone products - Slabs for floors and stairs - Requirements) and EN 1469 (Natural stone products - Slabs for cladding - Requirements). The testing procedure required to achieve and maintain CE compliance covers multiple mechanical and geological attributes:
By purchasing from Jieda Stone, our clients receive comprehensive Declaration of Performance (DoP) documentation and test reports. This prevents regulatory customs delays and shields developers from structural liabilities down the line.
China's dominance in the global stone supply chain is not merely a product of raw volume, but of advanced industrial integration, machinery technology, and logistical networks. The Fujian province cluster, where Jieda Stone is headquartered, represents one of the world's most sophisticated geological processing centers. This localized ecosystem yields distinct strategic advantages for global buyers:
1. Advanced Machinery & Process Optimization: Chinese stone factories utilize multi-blade diamond wire saws, automated polishing lanes, CNC slab scanning technology, and robotic waterjet cutting systems. This technology ensures dimensional tolerances of less than ±0.5mm, perfect flatness, and optimized yield rates, significantly reducing costs for end-users.
2. Ecological Raw Material Sourcing: Beyond local quarry ownership, Chinese manufacturers act as a central hub for global stone distribution. Jieda Stone imports block materials from over 30 countries—including Italian Carrara marble, Brazilian quartzites, and Turkish travertines—processing them locally in Fuzhou. This integration yields premium international materials at a fraction of European processing costs.
3. Comprehensive Surface Innovation: The industry is no longer limited to raw block cutting. Chinese research centers have pioneered lightweight composite materials (such as ultra-thin marble backing boards, honeycomb aluminum backing, and flexible clay tiles) that preserve the natural stone aesthetic while dramatically reducing structural dead load and installation labor.
Our operation integrates automated technology, strict international quality assurance, and tailored material engineering for global projects.
State-of-the-art Italian CNC and Gangsaw installations ensure dimensional tolerances within ±0.5mm, delivering perfect edge profiles and zero warping.
Our facility conducts full-scale dry-lay layout mapping for complex residential and hospitality projects, ensuring color transitions and vein matching prior to export.
Every shipment is backed by laboratory-grade testing reports complying with EN 12058 standards, covering flexural strength, frost resistance, and slip values.
The global surface industry has expanded to accommodate engineered, polymer, and hybrid materials alongside natural stone. Modern projects require a blend of natural elegance and synthetic durability. As a diverse supplier, Jieda Stone manufactures a comprehensive catalog of traditional and engineered materials, helping developers select the optimal product for their budget and application:
Natural Marble and Granite: Characterized by unique metamorphic veining, superior compressive strength, and high longevity. Perfect for prestigious lobbies, custom counter vanity tops, and high-value residential flooring. Natural marble can be repolished over time, preserving its long-term asset value.
Polyurethane (PU) Stone and Faux Veneers: Formulated using high-density polyurethane foam, these panels replicate the visual texture of natural slate, basalt, or mushroom stone. Weighing only 3-4 kg per square meter, PU stone eliminates structural load concerns on weak interior walls and slashes insulation labor costs, offering an exceptionally fast layout setup.
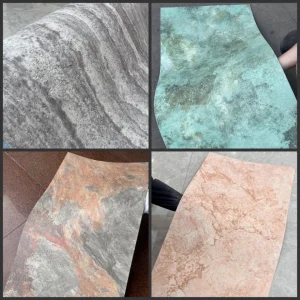
MCM (Modified Clay Material) / Flexible Clay Tiles: Made by modifying unfired soil matrices with advanced polymers and thermal treatments. These flexible panels replicate natural travertine, sandstone, and raw brick textures. Their lightweight, flexible, and fireproof properties make them ideal for curved exterior columns and high-rise facades where natural stone slab usage is restricted due to weight limits.
Sintered Stone and Quartz slabs: Manufactured by subjecting mineral blends to high pressure (up to 30,000 tons) and temperatures above 1200°C. Sintered and quartz surfaces offer near-zero porosity, excellent scratch resistance, and color uniformity, making them standard for heavy-use kitchen worktops and commercial service desks.
Depending on the project type, requirements for stone surface materials change dramatically. Our engineers design solutions tailored to specific commercial and public environments:
High-end hotels require visual continuity, sophisticated colors, and durable surfaces. In lobbies, book-matched natural marble slabs (such as White Jade or Calacatta Gold) are applied to create striking feature walls and elegant walkways. In guest bathrooms, we supply cut-to-size non-porous engineered quartz vanities to ensure stain resistance against cosmetics and maintenance chemicals.
Infrastructure surfaces must withstand heavy foot traffic, mechanical cleaning, and extreme structural loading. For these environments, we supply high-thickness (30mm+) polished or honed Chinese Pearl White Granite slabs. Granite's high Mohs hardness (6-7) prevents scratching, while specialized surface treatments ensure slip resistance scores above 36 PTV in wet conditions, complying with safety codes.
Traditional thick stone slabs are heavy and pose safety hazards under wind load or seismic stress. To mitigate these risks, we offer 3D-printed flexible porcelain tiles and reinforced sandstone panels backed with fiberglass mesh. These lightweight solutions move dynamically with structural shifts, prevent moisture accumulation via integrated vapor barriers, and reduce structural weight by up to 70% compared to traditional cladding.
Based in Fuzhou, Fujian, China, Jieda Stone brings over 20 years of expertise as one of the country's fastest-growing stone enterprises. We specialize in stone export, quarry mining, processing, manufacturing, and project construction, delivering high-quality stone products to clients around the globe. Our inventory boasts over 800 varieties of stone sourced from 30 countries, including Granite, Quartz Stone, Marble, Quartzite, Cast Marble, Slate, Sandstone, Pebble, Travertine, Limestone, Onyx, Cultured Marble, Wall Panels, Countertops, Basalt, Kerbstone, Headstones, and Paving Stones.
For more than two decades, our products have been exported to over 100 countries, including America, Europe, Southeast Asia, the Middle East, Australia, and Africa. Jieda Stone collaborates with customers, builders, designers, fabricators, architects, contractors, and retailers worldwide. We provide comprehensive design services for hotels, hospitality spaces, airports, subways, rail terminals, public squares, and luxury villas.
Our Vision: To be recognized by our clients and employees as China's best stone solutions supplier. At Jieda Stone, our vision is to deliver unparalleled products and services to our customers while fostering a supportive and rewarding workplace. We achieve this through service excellence, talent development, and continuous process innovation.

Purchasing natural stone across borders involves managing structural risk, color variation, and logistical challenges. Below is the framework Jieda Stone employs to ensure consistency and quality for global commercial projects:
View our advanced lightweight panels, customizable 3D-molded tiles, and engineered stone alternatives designed for contemporary design demands.
Find authoritative answers regarding stone compliance, technical specifications, and international supply logistics.